36-100 Theoretical Plate Study
In order to determine the number of plates in a given distillation apparatus, it is necessary to operate the still at TOTAL REFLUX. While distillations are actually carried out at only partial reflux (material is removed from the still during distillation), it is generally assumed that the number of plates achieved at total reflux is indicative of the type of separation that can be achieved by a given distillation unit.
EXPERIMENTAL TEST
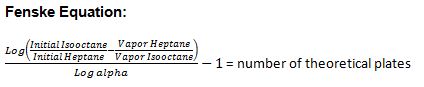
Before carrying out the test, the still is cleaned with pure Hexane and then purged with dry Nitrogen for several hours. The general procedure involves charging the pot flask with 25 grams of the proper test mixture, adding Teflon boiling chips, and heating the mixture until the flood point is reached. The reflux valve must be pushed down into the valve seat in order to minimize leakage during equilibration. The test mixture for plate studies of the 36-100 distillation unit is 88% Isooctane and 12% Heptane. These materials must be purified before use. Each must contain less than 0.1% contaminants when analyzed by gas chromatography. The flooding of the system achieves a complete wetting of the band in spinning band systems. The heating rate is then reduced until the desired Boil-up is obtained. It is recommended that the condenser temperature be maintained at 0o C. In our computer controlled spinning band units the band will rotate at a preset band speed once the programmed Motor On temperature is reached. The mixture is then equilibrated for 24 hours. The still is frequently checked during the experiment to insure that no leakage of material from the still is occurring. This is extremely important since loss of material from the unit results in changing compositions and severely disrupts equilibrium. The unit is also checked at the completion of the experiment in order to ascertain the percentage of material that has been lost. At the appropriate time, a small sample (10 uL) is removed from the HEAD into the GC vial by manually raising up the reflux magnet with a hand held magnet. This is done in such a way that only 2 – 4 drops of material are removed. After each sample is removed, the reflux valve is forced down in order to prevent leakage. The samples are then analyzed by Gas Chromatographic Analysis using an FID Detector and the appropriate calibration curve. The number of THEORETICAL PLATES are then calculated from the FENSKE EQUATION given . a for the Heptane/Isooctane mixture is 1.0240.
COMMON MISTAKES
It is easy to make critical mistakes when performing a plate study. The most common error is using Heptane or Isooctane that is not of the required purity. These materials must have less than 0.1 % contamination when analyzed by GC. Small amounts of impurities lead to enormous errors in a plate study. Another common mistake is loss of material during the study. This leads to constantly changing composition of the mixture and erroneous results.
BOIL-UP RATES AND THEIR EFFECT ON PLATE NUMBERS
Boil-up rates have a strong effect on the number of theoretical plates. Lower Boil-up rates lead to higher number of plates. It is important to maintain the desired Boil-up rate throughout the equilibration before samples are removed. Changing Boil-up rates just before taking a sample will lead to erroneous results.
BAND SPEEDS AND THEIR EFFECT ON PLATE NUMBERS
Band speed has a strong correlation with the number of theoretical plates. In general, higher speeds give a higher number of plates. Of course, there is a practical limit to the maximum speed that the band can be rotated in a column.
BAND TYPES
There are two types of spinning bands: Teflon and Metal. Teflon bands produce higher number of theoretical plates than metal bands. This is the result of the different geometry and construction of the bands and the fact that metal bands must be rotated at slower speeds.